Machines
alle machines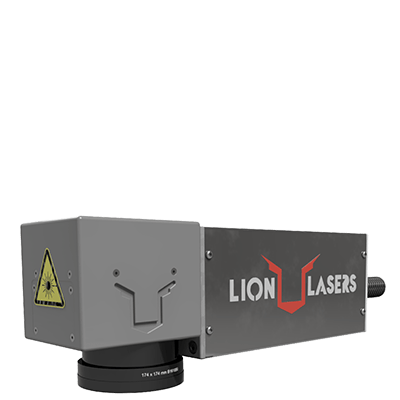
lasermarkeer inbouwmodule
Lion Move
SNEL GRAVEREN Van metaal en kunststoffen
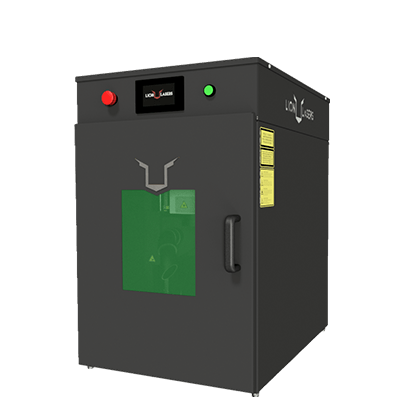
Lion Classic
SNEL GRAVEREN Van metaal en kunststoffen
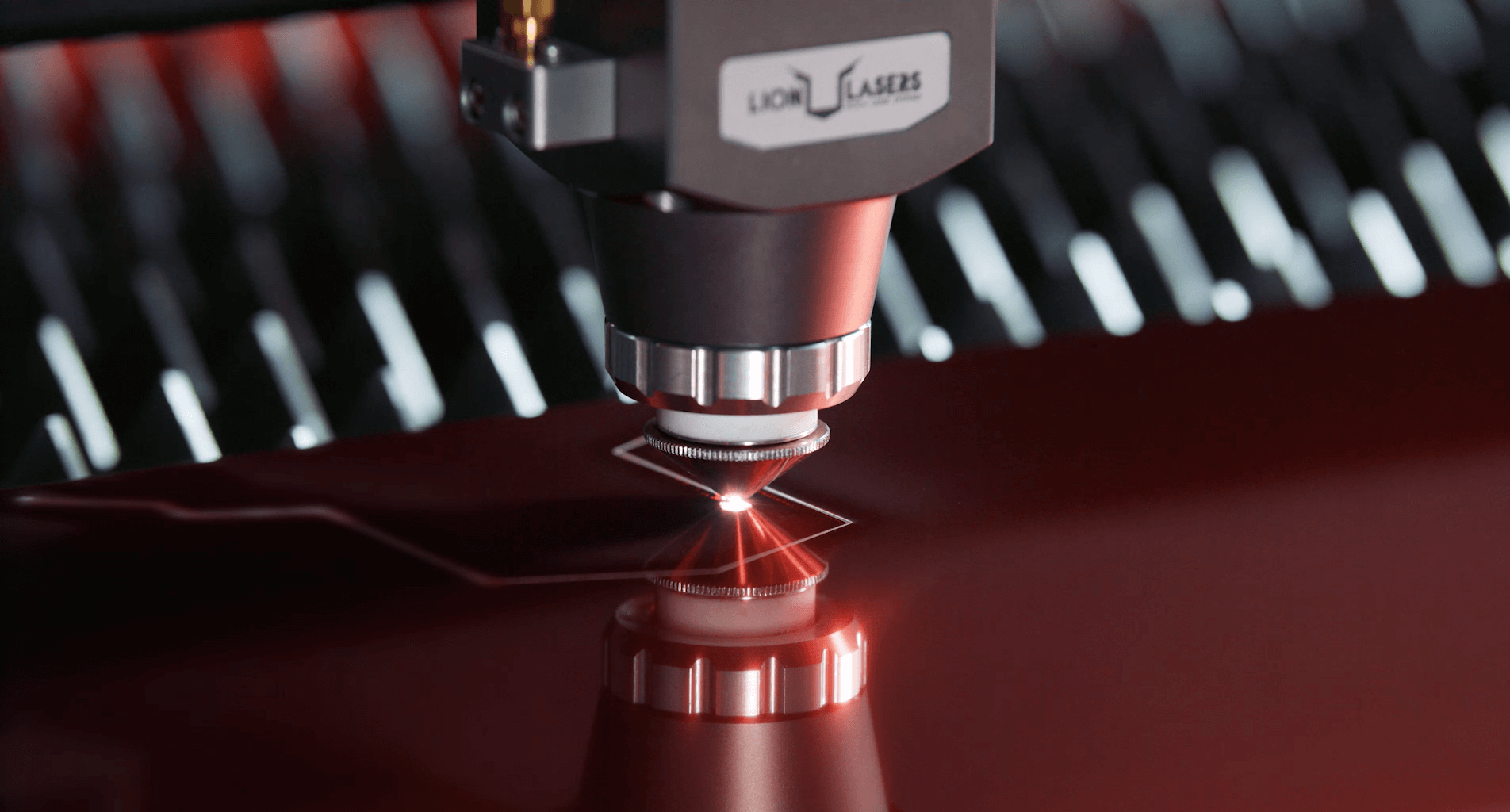
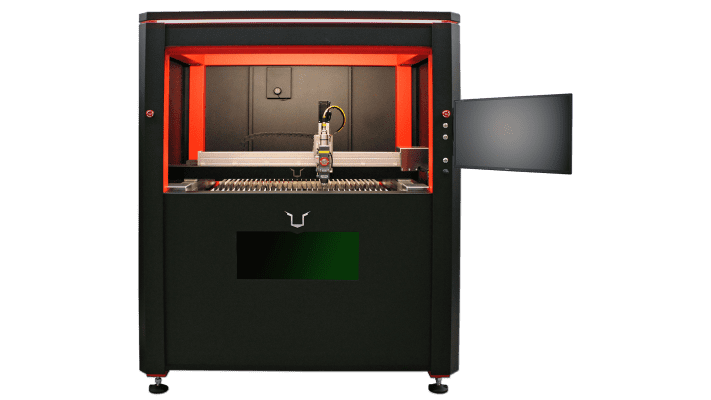
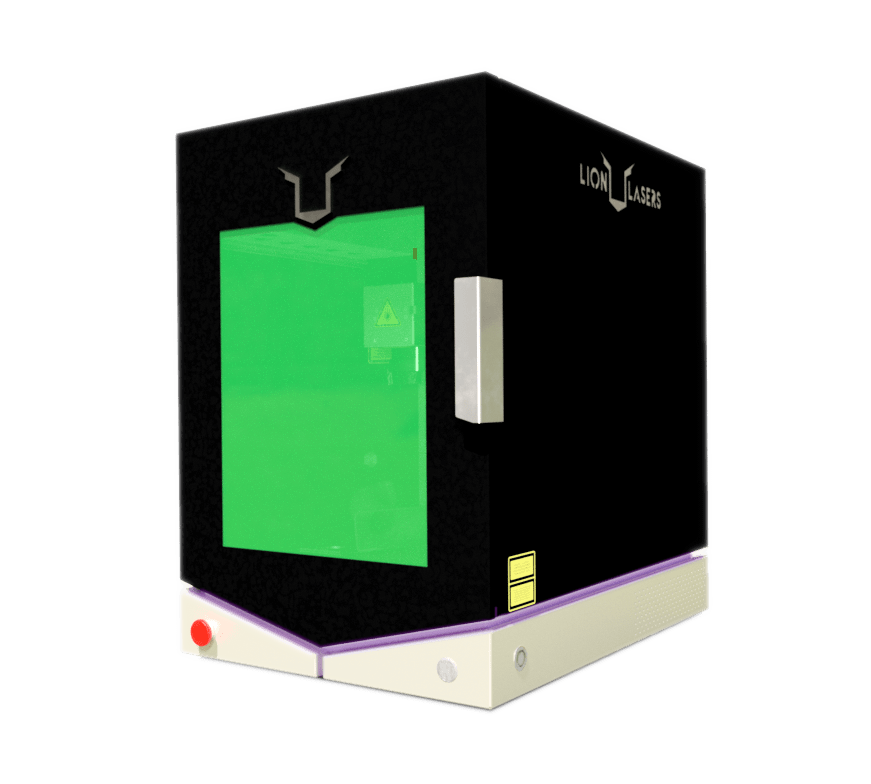
Lion Icon

MACHINES VOOR LASERGRAVEREN,
MARKEREN EN LASERSNIJDEN
Uw product snel en nauwkeurig lasergraveren met betrouwbare en veilige lasermachines. De lasersystemen welke wij ontwerpen en bouwen, hebben het doel uw bedrijf te laten groeien. Kies hieronder een uitvoering wat voor u toepasbaar is. Mocht u niet zeker weten welke lasermachine past bij uw wensen past? Bel dan gerust of neem contact op. Wij weten vaak binnen enkele minuten wat de mogelijkheden zijn en kunnen u adviseren welk lasersysteem of machine bij uw behoeften past.
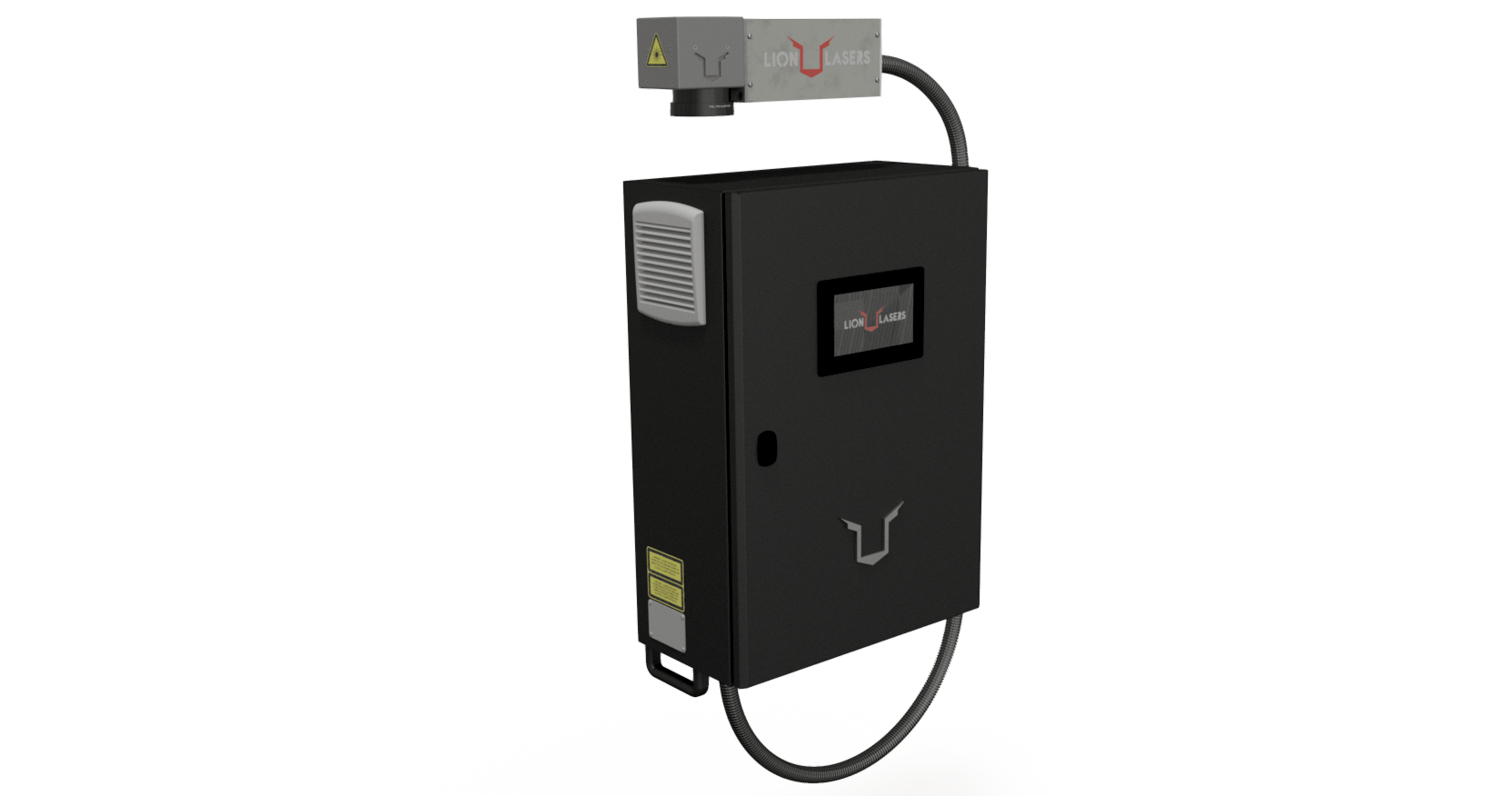
Graveert op hoge snelheid mee met de beweging van het product

Hout, kunststof, steen en organische materialen

Lasersnijden en laserlassen van metalen en folies
Lion lasers richt zich op de ontwikkeling, productie, verkoop en service van industriële lasersystemen. Gevoed door de praktijkkennis vanuit het lasergraveren in productie is ons bedrijf uitgegroeid tot een belangrijke speler in de lasermarkt in Nederland. Wij richten ons voornamelijk op het ontwikkelen en bouwen van lasersystemen voor graveren, coderen, snijden en lassen van diverse materialen.
Bent u nog geen klant en wenst u informatie te ontvangen over de mogelijkheden voor uw toepassing? Wanneer u het contactformulier invult wordt u gebeld door één van onze laser adviseurs.